
HPLC, UHPLC
Published over 12 years ago. See the latest and most current information on HPLC, UHPLC.
In the late 1970’s two companies in the North West corner of England, bordering the Wirral peninsula, commenced commercial production of HPLC packing materials based on silica. Silica has historically been the preferred substrate for HPLC due to its rigidity, durability and surface properties which permit the attachment of various ligands (e.g. C18, C6, C8, NH2, CN and Phenyl were early choices) using silane chemistry and commercially available silanes.
Phase Separations Ltd – Deeside Industrial Park (acquired by Waters in 1995 were successful in a bid, supported by business promised by Waters Inc, Milford MA, to license technology developed by the United Kingdom Atomic Energy Authority (UKAEA) for the manufacture of a porous silica substrate which became known as Spherisorb.
Almost simultaneously Shandon Southern Ltd – Runcorn (which morphed into Hypersil Ltd circa 1998 and later acquired by Thermo Scientific Inc.) were successful in acquiring the license technology developed by Professor John Knox at the Wolfson Unit, University of Edinburgh to manufacture a porous silica substrate which became known as Hypersil.
And the race was on! From the early days of HPLC and the irregular shaped packing materials such as mBondapak and Partisil a new era in HPLC packing materials, column technology and efficiencies erupted with what seemed a weekly target reached. Packing materials reduced in size from 10 micron to 5 micron and eventually to 3 micron with column efficiencies rising to 70,000 then 80,000 and >100,000 plates per metre from 5 micron. The 3 micron materials were available from both companies long before equipment manufacturers could utilise their full potential due to large system dead volumes and slow detector response times.
Phase Separations and Shandon Southern led the world by providing silica to column manufacturers and under private label to instrument companies.
Several authors have generously provided their perspective on these successes and the strength of the industry in this region leading to other silica manufacturing start-ups such as Exmere, Fortis, Jones Chromatography and talent acquisitions of personnel with silica manufacturing and development experience.
Silica In The North West of England
Professor Peter Myers, Department of Chemistry, University of Liverpool
Crown Street, Liverpool L69 7ZD,
United Kingdom
During the early 1960’s two ambitious young men realised there was a market need for a company to supply accessories to the UK Chromatography industry.
These two young entrepreneurs were Derek Hilton and Ken Jones, and from this gem of an idea Phase Separations was born.
Today Phase Separations is intrinsically linked to the Spherisorb brand of spherical silica for HPLC, but Phase Sep (as the company became more commonly referred to) also introduced innovative gas chromatography products, instruments, and software. It was also responsible for the incubation of many companies in the general chromatography area.
From its early days in New Chester Road and Bedford Road on the Wirral, Phase Sep moved in the 70’s to its Deeside base. Initially new GC supports and phases were developed and then in the mid 70’s a manufacturing process for making spherical porous silica suitable for the growing area of liquid chromatography was licensed from AERE Harwell. The product was developed at Phase Sep by Mike Holdaway. Under the marketing guidance of Bill Lancaster this silica became the start of the Spherisorb range of LC materials.
In 1979 a young, bright-eyed scientist Peter Myers joined Phase Separations from the Unilever Research Lab in Port Sunlight. When Mike Holdaway left Phase Sep in the early 80’s to set up his own company, Peter took over the development and stabilisation of the Spherisorb brand.
In the mid 80’s Peter was joined in Phase Separations by Trevor Hopkins, who left his marketing role with Hypersil to develop the Phase Separations and Spherisorb brand in the USA.
Through the innovative work of Peter and the marketing of Trevor, Spherisorb became the worlds leading silica for HPLC. Not only as Spherisorb but also through numerous OEM silica’s.
The development team at Phase Sep tuned the Spherisorb silica for bespoke applications. Most notable was their work in making unique silica’s for Super Critical Fluid Chromatography (SFC) and Capillary Electro Chromatography (CEC). It is rewarding to see that today the world is now catching up on the work that was done by Phase Sep and Keith Bartle at the University of Leeds on SFC.
In the late 80’s new products were also developed for HPLC and GC optimisation using the new range of Windows PC’s. Phase Sep also developed molecular modeling software and hardware based on the innovative transputer, which was the forerunner of all the new multicore processors as used today.
Through Derrick King and Geoff Chew new instruments were also developed such as total carbon analysers and flow meters for both GC and LC.
As already mentioned Phase Sep proved to be an incubator for new companies. In the Late 60’s Geoff Warriner set up Pierce and Warriner in Chester supplying research chemicals and GC supplies. Derek Hilton set up a specialist company - Chromatography Services in GC supplies.
In the mid 80’s Mike Holdaway set up a new silica manufacturing company and Ken Jones set up Affinity Chromatography.
In1995 Phase Sep was purchased by Waters and in 1997 silica manufacturing was transferred to the main Waters silica manufacturing plant in Taunton MA.
With the closure of Phase Sep Trevor Hopkins set up a new company in the US and Peter Myers was retained by Waters as a consultant but returned to his roots in academia and Yorkshire. Today Peter has a research group in Chromatography at the University of Liverpool.
So Phase Separations holds a very important position in the history of Chromatography in the North West, having developed a worldwide market leader in silica, leading to the innovation of new products and inspiring the development of many new companies.
One such successful start-up is Fortis Technologies Ltd. Mark Woodruff reflects…
Fortis Technologies Ltd was formed in 2005 in Cheshire in the UK.
Mark Woodruff, Director, Fortis Technologies Ltd, over the past 35 years Cheshire has been a ‘silica valley’ for HPLC manufacture, holding at one stage or another some of the main brands and companies in the field of LC columns and also in Mass Spec detection, two highly synergistic fields nowadays. From the early days of Phase Separations and Hypersil, Cheshire has held a wealth of knowledge in the production of silica and the bonding of quality stationary phases along with column packing techniques. The Universities around the North West of England have in the past been fundamental in the development of novel structures in micro particle technology for silica formation. This is one of the reasons that the North West of England and Cheshire in particular became popular to silica manufacture. Migration of workforces has lead to several start ups in the Cheshire area both in silica manufacture, and also in related MS techniques, manufacture, service organisations, and software design in the field of data interpretation in HPLC / HPLC-MS.
Fortis Technologies was established when experienced silica scientists Ken Butchart and Mark Woodruff developed a novel C18 stationary phase technology which allowed silica columns to be operated at extended pH’s. Robust stationary phase chemistries are a very important requirement in chromatography and this innovation was followed by the development of a unique Diphenyl stationary phase with enhanced stability over those phenyl phases already available. Whilst Phenyl phases are not new, they have all suffered from ‘phase bleed’ and therefore lose out many times in the pharmaceutical development process as they are just not considered robust enough. The unique Diphenyl chemistry proved to be a much more robust stationary phase as well as providing unique selectivity for positional isomers and metabolites.
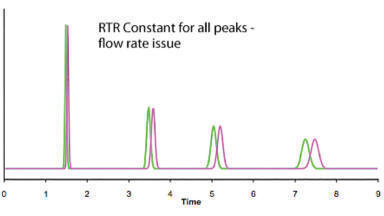
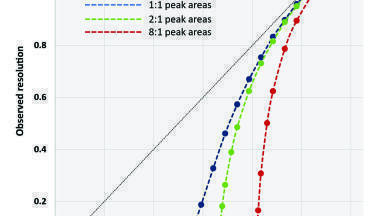
A constant innovation stream is now the cornerstone of everything done at Fortis, since the R&D background of the founding directors is the fundamental strength in continually moving the business forward. Whilst Fortis is innovation lead, this is not always just focused on the silica and bonding technology. During 2007 in collaboration with AstraZeneca we highlighted how the introduction of small particles for UHPLC was not necessarily using optimal column packing processes*1,2. We presented data showing how a well packed 3um particle with a low h (reduced plate count) was outperforming the newly introduced small particles. This lead to a lot more work on optimising the packing procedures when we in turn launched our own 1.7µm UHPLC particles so that the packed beds were performing to their theoretical potential. It has also lead to the ability to produce a wide pore 1.7µm particle which can withstand the ultra high backpressures necessary to utilise UHPLC. Our new 1.7µm FortisBio range allows the ultimate in sensitivity and resolution for complex biomolecule separations.
Having vast silica expertise allows us to build for the future and provide customers with solutions to better meet their needs, whilst closely following the trends in the industries that we serve.
*1. K.Butchart International Labmate (2007) Vol XXXII Issue V
*2 K.Butchart, G.Foster, D.Temesi, Chrom Today 1, 3-7 (2007)
One individual instrumental in the advances of Silica Valley was the late Dr Bernie Monaghan who is fondly remembered and his enormous influence recognised in the following pair of interviews conducted by Dr Tony Edge of Thermo Fisher Scientific.
Kath Brandreth and Kevin Doolan talk about their experiences with Bernie Monaghan at Thermo Scientific
Tony Edge, Thermo Scientific, Runcorn, UK
Bernie Monaghan worked at Thermo for 22 years, and during that time his influence was truly global. He was a friend, so much more than a colleague, and a mentor to all who he worked with at Thermo. This article will look at the perspectives of two very different people in the organisation and see how Bernie’s influence extended into their own careers, and also how the Bernie was involved in the development of new forms of silica substrate.
Kevin’s Story
The interview with Kevin lasted some time, and throughout there was always a smile of remembrance, the tales were told with an enthusiasm and the deepest of respect that only comes from true friendship. The following details just a few of the stories that were told, but will hopefully give the reader an idea of the love and respect that Bernie engendered with his many friends.
Kevin Doolan has been at Thermo Scientific for the past 15 years, and first met Bernie at his interview for the role of Export Sales Manager, a role that had just been vacated by Bernie who had been promoted to Global VP Sales and Marketing. This was very significant for a young Mr Doolan as it meant that not only was Bernie his hiring manager but he would also be his mentor as he tried to fill the shoes that Bernie had left behind. As a consequence of this the relationship between Kevin and Bernie was very close.
Kevin started with how they met during the interview, and then proceeded to move to their first trip abroad. It was just a few weeks after arriving at the organisation; Kevin and Bernie were doing a hand over tour in South East Asia. The schedule was quite tight and the travelling extensive. Half way through the tour the flight to Singapore was rescheduled for a very early departure of 4-30am, and as a consequence Bernie was heard muttering to Kev that it would have to be a quiet night on account of the plane departure time. This in itself is a noteworthy event and not often heard subsequent to this. So the pair set off for a quiet pizza at a local Italian bar. The night was progressing well and both were on course for a full 8 hours sleep, when Bernie spied a large glass vessel containing a clear liquid, similar in design to something that dispenses distilled water. Bernie’s curiosity was aroused and so he asked the waitress what the vessel contained. It was grappa. On hearing these words all good intentions flew out of the window and the pair ended crawling into bed in the early hours of the morning. The following day after just two hours sleep, both were in a bad way, and conversation was limited as it often is when too much alcohol has been drunk the night before. That was until, Bernie upon receiving a text was heard to chuckle. Kev was no stranger to alcohol and so wanted to understand given the state the pair were in how he could find something to chuckle about, at which point Bernie pointed to his phone. For those of you who knew Bernie he had a love of football and in particular Man Utd., which was matched by his travelling companion’s attachment to Liverpool. The text was short and sweet, LFC 1 – Spurs 3.
However, Bernie is remembered for far more than just the stories associated with the bar. The development of the Hypersil brand at that time and the development of a new selling strategy were instrumental to not only his personal success but also to the companies. When Kevin joined Thermo Hypersil in 1998, the separations science industry was very different and in particular in the way that the technology was sold. Instead of buying a Thermo column that was packed with Thermo material, it was quite common for manufacturers to buy silica from each other and then pack the columns themselves. Bernie was the man who changed this for the company.
Bernie was a visionary in that sense as he saw that the industry was changing. Customers wanted more accountability from the manufacturers and the only way of achieving this was for the manufacturer to take responsibility for the whole of the manufacturing process and try to engage customers more. Bernie was the one to set up the sales and marketing strategy to accommodate this change. He led a drive to engage more distributors, and reorganised the sales function into regions, and he was also responsible for setting up a marketing team. This required an immense amount of energy and also travel to ensure that the new structure was implemented correctly and also was successful. Bernie was the man to do this, he had bountiful levels of energy and his interactions with the distributors ensured that by the end of 2001, bulk silica sales were no longer the highest revenue generating part of the silica manufacturing business. To support the new network of distributors, Bernie would go out to see individual customers, presenting technical seminars about the full range of products supported by the silica manufacturing business. As part of this process Bernie was also involved from an internal perspective to align the chromatography supplies business with the relevant components of the ever growing Thermo empire. This in itself was quite a challenge.
One of the activities that Bernie instigated whilst in charge were the distributor training events. These are mini conferences organised by the sales and marketing teams to train up distributors across the globe on the product portfolio. The first Asia Pacific version of these meetings was held in Southern Malaysia and was attended by 25 local distributors. As part of the activities, a couple of social events were arranged, one of which was a game of golf. Each pair of players was given a golf buggy to drive around in to lessen the physical burden, which all the participants enjoyed immensely. However, as the day progressed the rain began, and eventually as happens in that part of the world it became a downpour. As a consequence of this the golf course became increasingly muddy, which made driving the buggies a little perilous. Undeterred by this Bernie drove on, in a scenario somewhat reminiscent of a scene from Jurassic Park, Bernie lost control careering down a muddy slope towards a very disturbed Korean dealer. The dealer jumped out of the way at the last minute and thus avoided serious injury, however Bernie carried on, reliant on gravity for controlling his speed, unfortunately this was not going to happen and instead the buggy eventually tipped over displacing its occupants across the golf course. The incident left a shocked Korean dealer and also Bernie nursing a badly damaged shoulder overnight in a local hospital. To his credit Bernie still had a sense of humour and when he eventually came back to the distributor meeting stated that if any dealer did not meet their sales figures the following year he would not miss and it would be the dealer in hospital.
In 2002, Bernie picked up an ear infection and as a result of this was not able to travel to Pittcon, an annual pilgrimage that Bernie had never missed. This was also a shock to the other 5 members of the team, in particular Andy Wells a new recruit who was Bernie’s replacement. Andy suggested that it would be wrong for Bernie not to be in attendance at Pittcon, and so he made a life size mask of Bernie so that people would not miss him as much. So impressed were the rest of the members of the team that very soon all of the party had their own mask. Once at the conference and on the exhibition booth the team were soon being quizzed by customers on the whereabouts of Bernie. With a nod and a wink at a colleague a willing impersonator would approach the customer wearing the Bernie mask. News travelled fast around the conference, so much so that the team were rarely seen without the masks, such was the popularity of Bernie amongst customers. It was therefore no surprise that during the evening that the mask appeared again, however on this occasion it was to occupy an empty seat. The waiter approached and quickly began to take the initial drinks order, however upon leaving for the bar he was recalled to take the order from the ‘Bernie’. The waiter obliged the somewhat eccentric Englishmen and proceeded to ask the mask what he would like to drink; Andy who was sat next to ‘Bernie’ calmly stated that Bernie would have the same as him. And so the evening progressed with more drinks and food being placed in front of Bernie, and mysteriously disappearing before the waiter returned to clear up a particular course. Eventually it was that time of the evening when the bill had to be paid. As the waiter approached with the summary of their night’s entertainment the team were putting on coats and about to depart, and the waiter asked who would be paying the bill to which the team pointed to Bernie and promptly started to leave.
Kath’s Story
Kath Brandreth has been working at Thermo for over 25 years, starting her career in the bonding labs where the stationary phase is bonded onto a silica substrate, and moving through the organisation to become lead Project Manager for new product introductions. She has seen many developments in her time which started when the site was owned by a company called Hypersil, it is now owned by Thermo Scientific. One of the developments that Kath was integral in, whilst at Hypersil, was the development of the BDS range of products which was a product that became synonymous with Bernie. We asked Kath about that time and asked her to describe how the original silica was manufactured and how this was developed to make the BDS variant and then to understand the involvement that Bernie had in making this product such a success. Kath then leads on to discuss how this product initiated a desire within the industry to produce a high purity silica and how silica valley was such an important contributor to chromatographers worldwide.
When Kath joined Hypersil, the manufacturing of silica was based around the sol gel process. Figure 1 outlines the general mechanism for this. The process starts with a silica monomer, different manufacturers use different sources for their monomer, but typically this will be a metal silicate. The process for manufacturing silica is well described in the literature, although it should be stated that each manufacturer fiercely guards their own manufacturing process. Kath stated that at Thermo the silica monomer is added as the primary reagent, during which time it starts to polymerise, as in the reaction scheme given in Figure 1. In order to generate the solid silica, the pH is dropped which causes the silica to precipitate. This is a mass transfer limited reaction and so in order to control the kinetics this reaction is performed in a very high intensity mixer. Kath went on to state that in order to stabilise a porous structure an emulsifier is used. Again the amount and type of emulsifier is a closely guarded secret, however its purpose is to ensure that the silica has a stable porous structure.
Kath went on to state that this material was very successful, but there was an inherent problem in that the metal concentration within the silica substrate. This resulted in the silica becoming very acidic and so meant that any uncovered silica would strongly interact with basic compounds. This caused the classic tailing that has been observed with many of the early types of silica. The cause of the metal contamination was due to the original monomer (sodium silicate) and at the time the use of organosilicate monomers was not standard. Table 1 gives an idea of the levels that are typically found in silica for the different forms. It can be clearly seen from this table that the levels of metal contamination found in silica are very high compared to modern day silicas.
Bernie and the rest of the team, including Harry Ritchie a young researcher from John Knox’s group, were very concerned with this and looked at ways in which this could be overcome. It was then that the R&D department headed up by Harry looked at using the idea of acid washing the silica to remove some of the metals. It is well known that at low pH’s metals will dissolve better, indeed it is a technique that is utilised by waste management organisations to effectively remove metal contamination. A variety of different acidic washes were tried and eventually the data came through that it was hydrofluoric acid that would be the best at lowering the metal contamination. The metal data looked very encouraging and some of the early applications developed demonstrated that there was a significant improvement to be had in terms of the chromatography as well.
So was born Hypersil BDS, or base deactivated silica. The name is a little weird as actually the manufacturing process deactivates the acidic silonyl groups. This column was and still is incredibly popular, as it provides reduced tailing with bases but still has some unique selectivities that are not present with high purity silicas. Figure 2 demonstrates the advantages to be had with this material from a chromatographer’s perspective.
Kath goes on to say that during that time there were not only many discussions on the technical side but also in terms of the marketing angle and how to best publicise this new era of chromatography. It was decided that one of the biggest markets that could be addressed with this new product was the Asian markets and so the technology was handed over to Bernie and his team to look at developing that market. Bernie took it upon himself to do the bulk of the marketing and indirect selling through the local distributors to the Asian customers. This involved many trips to India and Bernie was often heard talking about his latest trip to India and all the turmoil that entailed from that. There were trips in monsoon season, the high temperatures, the effects of the very different foods in these regions and the very real threat of ending up in a dry state. To his credit Bernie always seemed to manage to avoid these situations, but his diligence in providing the right support to the distributors and to the local customers ensured that the product was not only a success in his lifetime but also beyond.
Kath was asked about her own personal memories of Bernie in those days. She stated that Bernie was one of the senior management team and as a lab technician she did not get to work with him directly, however his enthusiasm and hard work were renowned throughout the company. Kath was then asked how have things developed since those early days of silica manufacture. She replied that there were many things that had changed. The production of silica is now done in a new custom made facility several miles away from the original site which is now derelict. There has also been a move to produce inherently high purity silica made using a different approach to the manufacture of the earlier fully porous materials, an overview is give in in Figure 3.
With this reaction scheme, Kath says, the pH is increased to facilitate the production of the polymer. A organo silicate monomer is also used which substantially reduces the levels of metal contamination meaning that there is very little interaction with basic compounds seen with modern day materials. Table 1 highlights the significant differences that have been seen with the developments of silica over the ages, and in particular the era where Bernie was most involved.
Bernie saw all of these developments in his lifetime, some he helped to drive to market, others he promoted through his many editorial roles. With all of them his knowledge of the process and the markets meant that he was truly an expert in their applications, and this is not always seen from the commercial sector of an organisation.
Summary
Throughout all of Bernie’s life, he treated people as a friend and this was always reciprocated. One of his great attributes is that he had no pretentions; he had no imposing demeanour more of a calm assurance, somebody who was in authority but was not detached from reality, an attribute lacking in many modern managers. In all of the many, many messages of condolences that were received he was referred to as a friend, specifically a friend and never just a business contact. This is a rare gift, one that allows all to be at ease in his presence and one that made Bernie unique, and one that demonstrates that Bernie was a first amongst equals. The chromatography world is a lesser place in his absence and he will be sorely missed, no more so than in a small town in the north west of Cheshire.
The subsequent acquisition of Phase Separations Ltd and Hypersil Ltd, and continued consolidation in the HPLC business led to major changes in the HPLC column packing industry which is still evident today with fewer column packing companies world-wide, more expensive columns and almost zero end users packing columns – which was popular in the early 1980’s. The legacy of the strong silica technology centre in the UK has been retained with new companies such as Fortis and ACE leading the charge which were created as a result of market forces originating in the North West of England.
















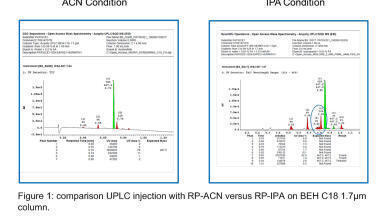





.jpg)