HPLC, UHPLC
Published over 3 years ago. See the latest and most current information on HPLC, UHPLC.
Novartis is a leader in environmental sustainability with a strategic goal to reduce waste streams across the whole organisation. Within Global Discovery Chemistry many chemists still predominantly use Acetonitrile (ACN) as a first solvent of choice in reversed phase chromatography, and although this is an effective strategy, it is toxic for the environment. The implementation of green chemistry practices in medicinal chemistry has been demonstrated to have environmental, safety, and cost benefits. With environmental sustainability as a business goal in mind, Novartis has started to challenge the chemist’s ‘comfort zone’ of using ACN in reversed phase chromatography and try to replace with the greener solvent Isopropanol (IPA). This represents a considerable challenge due to the need to adapt methodologies in both analytical and preparative applications, taking into consideration the technical issues when using IPA. This paper outlines how these challenges were overcome by utilising innovative core-shell analytical and preparative columns. Additionally, the orthogonal nature of these methodologies is fully highlighted, with examples of purifications which could only be successfully performed utilising RP-IPA. This ‘orthogonality’ was a surprising advantage when utilising IPA and hence a robust purification workflow was implemented to exploit this.
There has been a movement in Medicinal Chemistry for several years to move towards a more sustainable design of chemical synthesis processes. The seminal work in this area was undertook by GSK, where they described a customised solvent selection guide appropriate for medicinal chemistry and analytical laboratories [1]. Recently, an intercompany collaboration was published on assessment of a ‘greenness’ score for solvents involved in Separations [2]. The project of replacing more toxic solvents in chromatography applications is a hot topic and started with the idea of replacing dichloromethane (DCM) in normal phase applications [3, 4]. The wish of replacing ACN by IPA in chromatography applications was initiated by Novartis’s ongoing sustainability goals and embracing the transformation of lab practices into a more ‘greener’ organisation. Novartis has already considerably invested in Supercritical Fluid Chromatography (SFC) as a ‘greener’ alternative to many normal phase chiral and achiral chromatography applications and this transition has proved to be a successful strategy in reduction of toxic normal phase solvents, for example Heptane and DCM [5, 6, 7]. At the Novartis Institutes for BioMedical Research (NIBR), a large proportion of compounds are analysed by Open Access chromatography analytical methods to assess reaction optimisation and final purity. These methods are also used as a ‘scout to prep’ for LC purification and RP Flash purification [8]. Due to this strategy, High Performance Liquid Chromatography (HPLC) in Reverse Phase has been introduced to a considerable fleet of purification instruments. Green solvents such as IPA are environmentally friendly solvents, or biosolvents, derived from the processing of agricultural crops, whereas ACN is mainly produced as a byproduct of acrylonitrile manufacture [9]. The use of ACN is widely accepted in pharmaceutical industry chromatography applications even though it has been deemed to be undesirable and not a green solvent [1]. As IPA has a good environmental sustainability score [1], it was a natural step to investigate IPA as a new solvent for RP chromatography. There were many challenges to overcome for chemists to accept this as a new chromatography methodology and this paper describes how this was achieved in a step wise process.
Instrumentation
Open Access Analytical RP-ACN methodology
Reverse Phase UHPLC-MS Analytical
Waters Acquity UHPLC Binary system, PDA
Detector,
SQ Mass Spec
Column: Waters Acquity BEH C18 1.7μm 30 x 2.1 mm
Column Temperature: 40ºC
Flow Rate: 1 mL/min
Open Access Analytical RP-IPA methodology
Reverse Phase UHPLC-MS Analytical
Waters Acquity UHPLC Binary system, PDA
Detector, SQ Mass Spec
Column: Waters Cortecs C18 2.7μm 50 x 2.1 mm
Column Temperature: 80ºC
Flow Rate: 1 mL/min
Preparative RP-ACN methodology
Reverse Phase UHPLC-MS Analytical
Waters Autolynx LC-MS
Detector, SQ Mass Spec
Column: Waters Acquity BEH C18 5μm 100 x 50 mm
Column Temperature: 50ºC
Flow rate: 140 mL/min
Preparative RP-IPA methodology
Reverse Phase UHPLC-MS Analytical
Waters Autolynx LC-MS
Detector, SQ Mass Spec
Column: Waters Cortecs C18 2.7μm 50 x 50 mm
Column Temperature: 50ºC
Flow Rate: 140 mL/min
IPA is more commonly used as a modifier in normal phase chromatography, however it may also be used for reversed phase HPLC due to its miscibility with water and a large range of different solvents. IPA has 6 times the viscosity of ACN and therefore presents a challenge with any chromatography application as its use will result in significantly higher back pressure. One way of counteracting this is increasing the column temperature, thereby reducing viscosity and operating pressure. Increasing the temperature can in some cases also increase the efficiency of the separation.
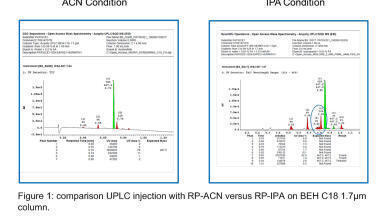
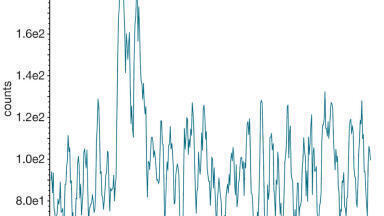
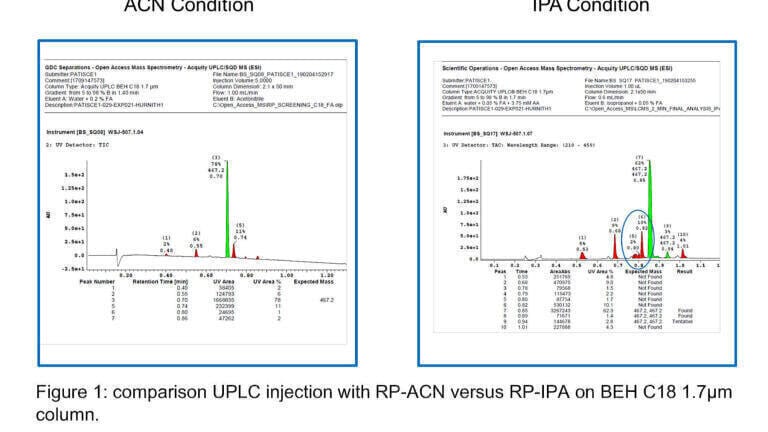
The first investigations on a UPLC system were performed with the standard Open Access (OA) ACN method and comparing with the same method where ACN was replaced with IPA. This comparison is shown in Figure 1 between the screening on BEH C18 2.1x50mm 1.7μm column at 40ºC with a gradient of 5 to 98% ACN with water +0.2% formic acid (FA) with 1 uL injection and compared with a gradient of 5 to 98% IPA with water +0.05% FA and 3.75 mM Ammonium Acetate (AA) injection at 80ºC with a 1 μL injection.
RP-IPA on the BEH C18 1.7um column was deemed not the optimal choice even with heating the column up to 80ºC as we observed high back pressures and column instability over time. Chromatography though was observed to be orthogonal with retention order shifts for some of the impurities, and also differences in purity were observed as shown in Figure 1 for a typical sample example. We could have very easily deprioritised these investigations due to the technical challenge that RP-IPA presents, albeit the initial results were disappointing, we believed we could make this solvent paradigm shift work.
Figure 1.Comparison UPLC injection with RP-ACN versus RP-IPA on BEH C18 1.7μm column.
We continued to investigate new parameters and a new solid core-shell column with larger 2.7 μm particle size was chosen in an attempt to lower the back pressure observed with the 1.7 μm fully porous particles. These core-shell columns are packed to a much higher external porosity which could allow the analysis to be speeded up or to utilise a longer column to gleam better resolution. This effect is demonstrated well in examples shown in the theory and advantages of Solid Core-Particles in UHPLC [10].
Figure 2. Illustration of a fully porous vs. Core shell particle.
A Cortecs C18 2.1x50 mm 2.7 μm column was tested with 1 μL of injection at column temperature 80ºC with IPA +0.05% FA and compared to the BEH C18 2.1x50mm 1.7 μm with ACN at 40ºC and 1 μL injection. Figure 3 clearly shows that better separation is observed with IPA and Figure 4 highlights an example where in the RP-ACN methodology only one peak is observed and in RP-IPA an excellent separation of structural isomers are observed.
Figure 3. Comparison of separation with RP-IPA versus RP-ACN demonstrating superior performance of the solid core particle C18 column.
Figure 4. Comparison of separation with RP-IPA versus RP-ACN demonstrating orthogonality of core-shell method with IPA.
After thousands of compounds tested, IPA has been identified as an alternative eluent for the routine OA UPLC analytical evaluations and was therefore introduced. As a result, several of the RP-ACN OA analytical methods were removed from use, resulting in a lower consumption of ACN.
Introducing IPA as a ‘green solvent’ in OA analytical use is only half of this story when you consider the challenges to introduce RP-IPA in purification, again due to high viscosity and associated back pressure IPA demonstrates. These differences with ACN only exacerbate at higher flow rates. The first major objective was to investigate the reverse phase prep system on the feasibility of accepting IPA as suitable solvent. Due to its high viscosity, the back pressure on the system when run at room temperature was deemed too high (>5000psi). The system could not accept more than 30% of IPA modifier without failure due to over-pressure. We knew we had a real technical challenge on our hands and the only way we could achieve lower back pressures with higher %IPA modifier was to heat the column or even both the column and solvent. We considered installing a column bath, but in routine purification labs this solution was deemed to be too impractical and also reproducible temperature regulation could be an issue. To increase the column temperature a ‘bespoke’ column oven was ordered from ABSys (Germany), where not only the prep column was heated but also the total flow of solvent pre-column (Figure 5). We also needed to increase the inner tubing diameter of the whole prep system from 0.01 to 0.02 inches to reduce inherent system pressures without significantly impacting chromatography. In addition, we also rebuilt the MS splitting system and reduced the dead volume to further reduce the inherent system back pressure.
Once the modified reverse phase system was rebuilt, the challenge we observed was in purifying using the exact same stationary phase. At that time Cortecs preparative columns were not commercially available, and we had to initially test the BEH C18 100mm x 50mm purification column. We noticed that we still had to dramatically reduce the %IPA in our focused gradient methods to 5-50% max IPA to make this practically feasible. This was to avoid reaching the maximum pressure of the system of 5000 Psi or 340 bar. We also noted that the loading capacity is affected and we needed to reduce from 200 mg of test mixture per injection to 50 mg (Figure 6). The first acceptable sample was performed on BEH C18 50x100cm 5 um column, in 9 min run time, with a flow rate of 140 mL per minute, at 50ºC and water 0.2% FA as mobile phase additive. Peak shapes for our standard test mixture were much improved in 0.1%TFA gradients compared to 0.2%FA gradients as demonstrated in Figure 6.
Figure 7. Comparison of separation with RP-IPA 0.2% FA vs. 0.1% TFA using BEH C18 5um 100x50mm purification column.
Although we saw some success with purifying on BEH C18 5 μm material 100mm x 50mm using RP-IPA, we were uncomfortable since a validated ‘Scout to Prep’ method transfer using the same stationary phase was not available. The last but not the least objective would be to obtain ‘bespoke’ Cortecs C18 columns 2.7 μm, packed on our behalf, for this project. We collaborated with Waters and quickly set about the task for a custom Cortecs C18 2.7 μm prep column. After several discussions with Waters, it was not possible to pack a 50x100cm Cortecs prep column due to technical aspects as this material is much more difficult to pack than standard C18 porous material. Waters offered to try and pack a 50x50cm 2.7 μm Cortecs C18. The main advantages here was the possibility to load more compound, to increase the flow and to reduce the run time in parallel.
After optimisation, a method has now been implemented with a loading capacity reaching 200 mg per injection which perfectly reaches our routine standard amount of compound (on RP-ACN equivalent Prep methods), at 50ºC, with FA or TFA as additive and a run time of 5 min. Thanks to Waters, we can now even reduce the IPA solvent amount necessary for prep runs thanks to the focused gradient and shorter prep column length. We can also increase our capacity in the separation lab and as a by consequence of all of this, implementing a greener, quicker and more cost-effective solution for achiral RP chromatography. An example of this is demonstrated in Figure 8 where the IPA 3 minute prep gradients are compared with the 6 min ACN gradient.
Implementation of IPA as an eco-friendly alternative solvent to ACN in RP chromatography has been quite a significant challenge. We have demonstrated in Global Discovery Chemistry in Basel that this challenge has been worth to overcome and have taken some innovative steps to implement a robust OA analytical screening and ‘scout to prep’ by utilising core-shell technology. We want to thank Waters for their innovation and engagement with this project to supply a ‘bespoke’ purification core-shell particle column. This novel prep column has been shown to be ideal in respect to scouting purification methods from the Cortecs RP-IPA OA analytical methods. We also want to recognise ABSys for the implementation of the purification column oven which also heats the solvent prior to column. RP Purification with IPA also could not be possible without a significant reduction in system back pressure increasing the inner tube diameter and reducing unnecessary tubing in MS splitter box. With these innovations we have achieved this objective. Not only have we observed a reduction in ACN usage which meets the objective of environmental sustainability, we have seen several other advantages, namely method ‘orthogonality’, an increase in selectivity for some samples, less solvent requirement for prep separations as IPA is more polar than ACN and also faster purifications were implemented due to a shorter column dimension and heating both the solvent and column. It has been a real feat of engineering and resilience to enable this process and we are happy to present here the benefits of IPA for RP separations by being even quicker and greener. An unexpected additional advantage is in reducing costs associated with RP chromatography as for RP-IPA purification applications we use approximatively 50% less IPA in comparison to ACN for similar samples.