HPLC, UHPLC
Published over 10 years ago. See the latest and most current information on HPLC, UHPLC.
Strategic advancements in three technologies supporting chromatographic method development – liquid chromatography instrumentation, chromatography data systems, and Quality by Design (QbD) software – have coalesced to create a ‘perfect storm’ energising analytical QbD. From an applied R&D standpoint QbD moves beyond a one factor at a time (OFAT) approach to statistically based multifactor studies which enable both independent and interactive effects of the study factors to be quantitatively characterised. In addition, it moves from qualitative visual inspection of experiment results to quantitative analysis and equation building (data modelling). QbD is therefore a data intensive methodology. For LC method development this means that a given study will (a) include multiple instrument parameters, and (b) apply numerical data analysis and modelling techniques to quantitative metrics of chromatogram quality.
In the past, the additional work burden associated with implementing QbD for LC method development may have appeared prohibitive. However, the good news is that significant advancements in both LC instrumentation and the supporting software have dramatically reduced the work involved in the QbD approach. This article describes these instrumentation and software advancements, including the specific QbD-aligned LC method development support capabilities within the Fusion QbD Software Platform (S-Matrix Corporation, Eureka, CA). Fusion QbD is a modular software platform that is scalable from standalone (single workstation) to network, and is Citrix-ready certified. The platform can be configured with one or more application modules, such as LC method development and method validation, and also with modules to exchange data with one or more Chromatography Data Systems (CDS).
The three major advancements in LC instrumentation and chromatography software listed below dramatically reduce the work involved in implementing a QbD approach to LC method development.
1. Advances in LC Instrumentation
2. Advances in Chromatography Data Systems
3. Advances in Quality by Design Software
Liquid chromatography is a highly interactive chemistry based separation technology in which mobile phase composition plays a critical role. The evolution of the pump module in LC instrumentation – from Isocratic → Binary → Binary + Internal Valves, and finally → Quaternary – therefore enables one to study multiple mobile phase components in combination by simply changing the instrument settings in the instrument control software. For example, given a binary pump module with internal 2-position valves on each pump, one could put two levels of pH in the two A lines (e.g. pH 2.5 in A1 and pH 3.5 in A2), and put two strong solvents in the two B lines (e.g. acetonitrile in B1 and methanol in B2). This enables running all four combinations of pH and Strong Solvent by simply changing the valve position settings on the two pumps. A quaternary pump module provides even more flexibility, and enables online blending to achieve more study levels without adding more mobile phase preparation work, including for example blending of acidic and basic buffer pairs to achieve different levels of pH. The online mixing capabilities of these pump modules can even be further extended by adding a multi-position solvent selection valve to a main reservoir line. For example, adding a 6-position valve to the A1 line of a binary pump module with internal 2-position valves would result in an additional six reservoir lines (A1-1 – A1-6) along with A2, B1, and B2. In this case one could easily extend the pH-Solvent study to six levels of pH in combination with either acetonitrile or methanol. This could also be done on a quaternary pump module by adding the same valve to the D reservoir for a total of nine reservoirs (A, B, C, and D1-D6).
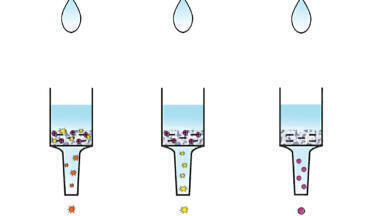
In most cases the interaction of the solute between the mobile and stationary phases is the largest driver of selectivity, and thus controls the separation of the compounds in a given sample. Such an interaction is illustrated in Figure 1, which shows that the effect of changing the mobile phase pH on the resolution of a critical peak pair is different in two different columns. The effect is very strong when the phenyl column is used (red line) and very weak when the C8 column is used (blue line). Column oven temperature also often plays an important role in the achievable separation. Therefore, the development of temperature controlled column oven compartments with multi-column selection valves greatly increase the capacity to efficiently study multiple stationary phase chemistries in an online fashion.
Innovation in LC columns has furthered the practical use of QbD. Solid core and sub 2 micron columns allow chromatographic separations in a fraction of the time necessary with more traditional columns. Reduced system dispersion and increased operating pressure capabilities of UHPLC have enabled the use of these smaller particle size columns, leading to more efficient screening and optimisation. The advancements in the pump and column modules enable a change from an OFAT approach to a multivariate Design of Experiments (DOE) based approach aligned with QbD principles. [1-3] In terms of multivariate QbD-aligned experimenting, the combination of the two is unbeatable.
The advancements to the pump and column modules described herein, including the addition of solvent selection and column switching valves, would be of limited benefit if one had to manually set the valve positions before each injection, and then wait until the injection was complete to set them to their next experimental conditions. This is where the strategic advances in Chromatography Data System (CDS) automation come in. First, in terms of LC instrument control, CDS software programs have changed the way an LC run is set up and executed from a completely manual operation to a software based operation of building and executing an instrument method – a set of instrument operating instructions in the form of a computer program. For example, an instrument method will specify the pump flow rate, the mobile phase composition at any given time during method execution, the position of the solvent valve if present, the column oven temperature, the position of the column valve if present, etc. Second, these software programs can link together multiple instrument methods representing different sets of instrument conditions into a sequence – a set of instrument methods which can be executed one after the other in an automated mode. These advancements enable the CDS to execute a series of experiment methods automatically, while the analyst is free to do other work, or perhaps even get some sleep!
Enabling 3rd party software applications to programmatically access the CDS is the third key advancement that completes the instrument automation story. This advancement enables independent 3rd party software to (1) programmatically control the instrument method and sequence building and execution features within the CDS, and (2) retrieve results data from the resulting chromatograms. The Agilent® OpenLAB Chromatography Data System ChemStation® Software (Agilent Technologies, Inc., Waldbronn, Germany) provides programmatic access by enabling third-parties to embed macro programs into the ChemStation software framework which can execute native ChemStation operations such as editing instrument methods, building and executing sequences, and reading chromatogram data. Other CDS software programs contain native programmatic interfaces, commonly referred to as software development kits (SDKs), which enable 3rd party software to directly address and operate the native functions and operations within the CDS. SDKs are part of the native code base of both the Thermo Scientific™ Dionex™ Chromeleon™ Chromatography Data System (Thermo Scientific, Germering, Germany) and the Waters Empower® Chromatography Data Software (Waters Corporation, Milford, MA, USA). As described below, Fusion QbD takes full advantage of these programmatic interfaces to fully automate QbD-aligned method development experiments.
Fusion QbD utilises the advances in LC instrument automation and CDS control access described above to automate multivariate DOE experiments on these platforms. [4, 5] Knowledge of the exact LC configuration is a key component of effectively utilising this automation, and so the program enables the user to identify the exact configuration of the LC instrument system on which the experiment will be run, including the pump and column compartment modules and solvent and column selection valves. In this way the program can ‘understand’ the walk-away automation capacity of the LC system overall for the user’s current experiment. When the scope of the experiment exceeds the LC’s automation capacity, the program will logically organise the experiment into the needed number of sequences, allowing the user to make the required configuration changes between running the sequences. For example, if the user’s LC has a 2-position column switching valve, but has set up a 4-column screen, Fusion QbD will create two sequences of two columns each. The user can then run the first sequence, swap out the columns, and then run the second sequence with the remaining two columns. In addition, the program configures the experiment for proper execution given the users selected study parameters. For example, it includes conditioning runs for each column when the mobile phase chemistry changes between injections, and the program aggregates experiment methods with the same chemistry to minimise both overall run time and system perturbation. Fusion QbD also takes advantage of CDS control access to automatically retrieve the results data from the processed chromatograms and correctly map the data to the corresponding experimental design runs for automated analysis, graphing, and visualisation. The program displays all results data available in the experiment chromatograms in a simple wizard so the user can select any desired chromatogram quality metrics of interest for analysis and modelling.
The DOE and experiment automation capabilities within Fusion QbD enable the user to combine major selectivity effectors into a single chemistry system screening study. A reversed phase chemistry screening study can include multiple columns with very different chemistries in combination with different strong solvent types (e.g. methanol and acetonitrile), a broad range of pH, and gradient slope to characterise the combined (independent and interactive) effects of these parameters on overall method performance. These multifactor screening studies, which in most cases can be run unattended overnight, are an invaluable aid to robust method development, as they eliminate the need to rely solely on a first principles basis for selecting the critical method parameter conditions to use in the method development work. The first principles combination can be included in the chemistry system screening study so that the results can either confirm the first principles combination with rigorous data or demonstrate that another combination is superior.
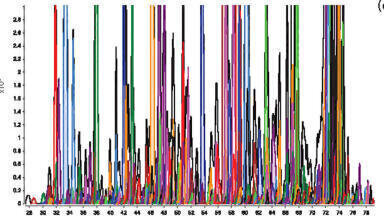
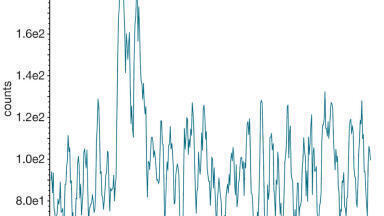
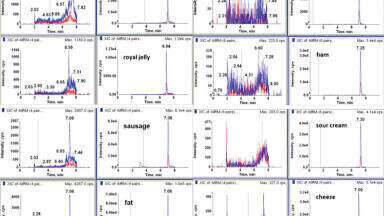
Multifactor chemistry system screening studies generate chromatograms with large differences in the degree of co-elution and/or changes in elution order between experiment runs. Figure 2 illustrates these differences for five peaks in four chromatograms generated by such a study. The highly variable nature of these chromatograms makes it extremely difficult to correctly identify individual peaks in each experiment chromatogram (peak tracking). This problem is greatly amplified in early method development experiments in which the number and/or the identities of all sample compounds may not be known, and the unknown compounds may be related impurities or degradants with the same parent ion and/or very similar areas. Consequently, it is almost impossible to correctly identify all peaks, or even just the critical peaks of interest, in these experiments. Even when maximum effort is expended peaks are often misidentified, and data will be missing for co-eluting peaks, which has been shown to severely impact data analysis and modelling.
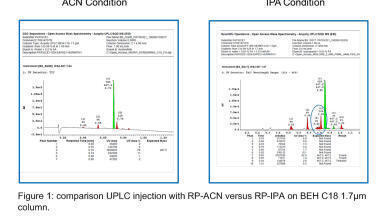
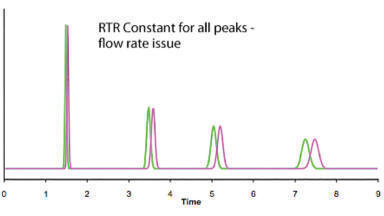
S-Matrix developed the patented Trend Response™ capability in Fusion QbD to specifically address these peak identification challenges. This capability enables users to define specific metrics of chromatographic quality which the software will directly derive from each experiment chromatogram in the form of peak count based responses and peak property based responses. Users can specify any chromatographic result for peak count based response data capture, including custom variables. Typical examples include the number of integrated peaks, the number of baseline resolved peaks, the number of peaks with acceptable tailing, the number of peaks with a minimum signal/noise ratio and/or minimum area (or % Area), etc. Fusion QbD also automatically tracks specific key peaks in experiment chromatograms including the main peak(s), which are tracked by area, and the first and last peak in the chromatogram. Users can specify peak property based response data capture for any of these key peaks. Typical examples include resolution, retention time, area, and tailing for main peaks, and resolution, retention time, and retention factor (k’) for the first and last peak. Trend responses have consistently proven to be reliable and modelable, and to directly support the chemistry screening goal of rapidly identifying the specific combination of the study parameters which provides best overall method performance without the need for direct peak tracking. This is illustrated in the two comparison chromatograms presented in Figure 3. The left chromatogram in the figure was generated by a method in which the critical method parameter conditions were selected using first principles. The right chromatogram was generated using the predicted best chemistry settings determined by modelling trend response data from an overnight chemistry screening study which included the first principles based combination of these parameters as one of the trial runs. The results presented in Figure 3 are not unusual – these studies often identify the need for significant changes from first principles settings to at least one, and often all, of the study parameters given the variety of new column chemistries and the complexity of multi-compound samples. Studies like this are one reason that a QbD aligned approach can dramatically accelerate method development and lead to more robust methods overall.
The US FDA final guidance on Analytical Procedures and Methods Validation for Drugs and Biologics states that “During early stages of method development, the robustness of methods should be evaluated because this characteristic can help you decide which method you will submit for approval.” [6] The guidance goes on to state that “To fully understand the effect of changes in method parameters on an analytical procedure, you should adopt a systematic approach for a method robustness study (e.g., a design of experiments with method parameters). You should begin with an initial risk assessment and follow with multivariate experiments. Such approaches allow you to understand factorial parameter effects on method performance.” However, it should be understood that a prediction equation for a given method performance characteristic obtained from a multivariate DOE experiment predicts the mean performance – the average expected performance – of the method. It does not predict the variation in the method’s performance for the particular characteristic (response) that will be observed over multiple uses of the method. This is also true for so-called first principles equations. Therefore, Fusion QbD has integrated a true Monte Carlo Simulation (MCS) engine into its software framework to fully integrate robustness analysis into method development. [7, 8] The MCS engine simulates variation in a given response by repeatedly solving the mean performance model obtained from the DOE study using a different level setting combination of the study parameters each time. The level setting of each study parameter used in each iteration is randomly selected from within a user defined expected variation range around the parameter’s method setpoint. These thousands of predicted results translate directly into a predicted response variation distribution from which the ±3σ method performance variation limits are calculated. The MCS engine correctly represents method variation in two ways. First, it represents setpoint variation in each study parameter as a Gaussian error distribution (a bell curve), and not as a uniform distribution in which small and very large setpoint deviations are represented as equally likely to occur. Second, the MCS engine incorporates the joint (cumulative) setpoint variation distributions of the study parameters, since the assumption that while one parameter is varying all other parameters are exactly at their individual setpoints is erroneous.
The FDA has stated that accepted process capability indices such as Cp, Cpk, Cpm, and Cpkm and are also part of the QbD toolset [9]. The Cp, index is a quantitative metric of process robustness which is calculated for a given response as the ratio of the allowable specification width to the observed or computed response variation ±3σ width. The other indices are variations of the Cp index to accommodate cases in which the response has a specific result target, and whether or not the specification limits are symmetrical around the target. All these indices have the same result scale that translates directly into a risk of failure. For example, for a given method performance characteristic (response) such as resolution or tailing, a Cp index value of 1.00 indicates that at least one of the ±3σ performance variation limits is located exactly at an acceptance limit. Another way of stating this is that at least one acceptance limit is located at a distance of 3σ from the mean response. Therefore, a Cp index value of < 1.00 indicates a heightened risk of method performance failure for the response due to expected variation in one or more critical method parameters, while a Cp index value of > 1.00 indicates a reduced risk. The traditional Cp index value goal is ≥ 1.33, which indicates that the critical acceptance limit for the response is located at a distance of 4σ from the mean response. As stated, Fusion QbD can directly link the prediction equations obtained from the DOE experiment to its integrated MCS engine to obtain predictions of performance variation in the responses. It can also directly compute Process Capability (Cp) indices from the predicted variation results. This means that we now have the capability to obtain predictions of mean performance directly from the DOE models and also coordinated quantitative predictions of method robustness for all responses included in a method development study.
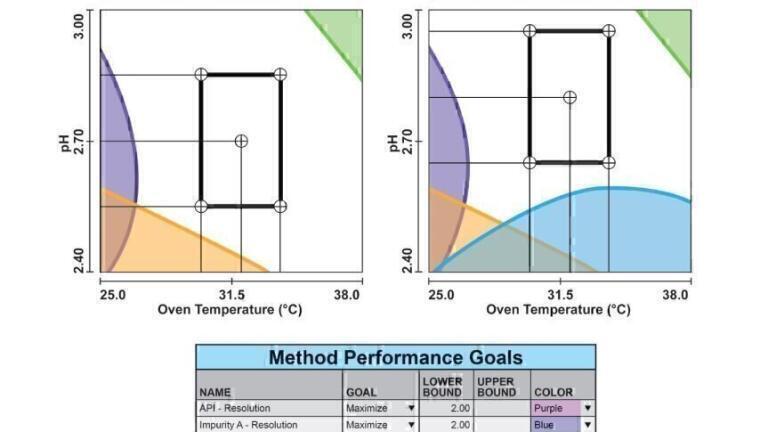
By linking mean performance prediction models and coordinated robustness simulation models Fusion QbD enables the user to establish and visualise the robust design space in multiple dimensions. Figure 4 presents two versions of a design space and Proven Acceptable Ranges (PARs) graph for the simplest case of two study parameters, Oven Temperature and pH. The graphs show the effect of changes to pH and temperature on the eight method performance characteristics (responses) listed in the associated Method Performance Goals table. In these graphs each response is assigned a colour, and the region of the graph shaded with that colour represents pH-temperature combinations for which method performance will fail to meet the goal for that response. The region of the graph not shaded by that colour therefore represents pH-temperature combinations which will meet or exceed the performance goal for the response. The left graph within the figure contains only the four mean performance responses, while the right graph also contains the four coordinated robustness responses. The desired operating flexibility of ±0.15 for pH and ±2.0°C for temperature is represented by the PAR rectangle around the central method (the central dot within the rectangle). Note that the PAR rectangle is within the joint unshaded region in the left graph when the method setpoints are 32.0°C and pH 2.70, which indicates that mean performance goals will always be met for the four responses. However, the right graph shows that the PAR rectangle will reside partly in the blue shaded region when robustness performance is also considered. This indicates that the method will sometimes fail to meet the API Tailing requirement due to lack of robustness (Cpm < 1.33). But this graph also shows that the PARs can be supported by simply changing the method pH setpoint to 2.80, which demonstrates the power and value of the software’s integrated robustness characterisation methodology. With this powerful visualisation capability you can easily create a 3x3 series of these graphs to establish and visualise the design space and PARs for four parameters at a time, and also output these reports in multiple document formats.
The three major advancements discussed herein can transform LC method development work from limited one factor at a time or successive approximation based studies to automated data rich studies aligned with QbD principles. Together they represent a best practices approach which is appropriate at any stage in the method development life cycle. The regulatory imperative for implementing QbD in analytical development is clear. However, there is also a solid business driver due to its real impact on the bottom line. One quantitative example of this impact was presented by a major international pharmaceutical company at a recent Pittsburgh Conference workshop. [10] The company representative presented that using Fusion QbD saved an average of $45,000 in direct development costs per method, with average development time reduced from about 3.5 months per method to about 3 weeks. This represents an average 78% reduction in method development time and cost. But the representative also said that the most important savings were obtained when the methods were transferred to QC to support commercial production. Many of these methods have now been in use for several years, and not one of them required further development with the associated additional costs and downtime.
[1] US FDA, QbD Considerations for Analytical Methods – FDA Perspective, Sharmista Chatterjee, Ph.D., 2013 Annual Meeting, IFPAC.
[2] ICH Q8(R2), Guidance for Industry, Pharmaceutical Development, November 2009
[3] ICH Q2(R1), Validation of Analytical Procedures: Text and Methodology, November 2005
[4] J. Turpin, P. Lukulay, R. Verseput. LCGC Validation Viewpoint, Volume 27 Number 4 (2009) 328
[5] P. Lukulay, R. Verseput. Pharmaceutical Technology, Volume 29 Number 5 (2005) 66
[6] US FDA, Analytical Procedures and Methods Validation for Drugs and Biologics, July 2015
[7] Points to Consider for Design Space – A Regulatory Perspective, Elaine Morefield, Ph.D., 2012 Annual Meeting, AAPS.
[8] C.P. Robert, G. Casella, Monte Carlo Statistical Methods – Second Edition, Springer Science+Business Media, Inc., New York, 2004.
[9] US FDA, Quality by Design: Objectives, Benefits, and Challenges, Lawrence X. Yu, Ph.D., 2012 Annual Meeting, AAPS.
[10] Recent Initiatives by FDA and Compendia: How do They Impact Analytical Development for Pharmaceuticals? Shreekant Karmarkar, Ph.D., 2015 Annual Meeting, Pittcon.






















-(1).jpg)