Preparative
Published over 11 years ago. See the latest and most current information on Preparative.
SFC has been well established for gasoline and diesel fuel analysis, using the ASTM D5186 [1] and D6550 [2] methods. Both ASTM methods require a silica column for the separation, while D6550 requires the use of an additional silver column for retention of the olefins. Our goal in this application is to further optimize the ASTM methods by evaluating the different separations offered by a variety of operating conditions including selection of silica columns, the effect of temperature and pressure.
In SFC one additional and unique parameter, back pressure, which is not controlled in HPLC, can be adjusted to optimize a separation [3]. This back pressure controls the density of the CO2 in SFC, which has a substantial effect on the separation. The column temperature is controlled in SFC just like HPLC, but in
SFC this change in temperature alters the density of CO2 compared to simply changing the viscosity in HPLC and plays a significant role in the separation in SFC. Using the best performing columns, the effect of variation in temperature and pressure was evaluated for determination of the optimal separation parameters. These were then applied to the ASTM D6550 analysis.
Conditions
Column: Various
CO2 flow rate: 2.0 mL/min
Column temp.: 35°C unless specified
otherwise
Back pressure: Various
Wavelength: 225 nm
FID splitter temp.: 200 °C
FID detector temp.: 350 °C
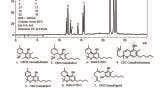
Figure 1 shows the comparison of 6 columns from various manufacturers using a 200 bar back pressure and a four component test mixture containing hexadecane, cyclohexane, toluene and naphthalene. The UV trace confirms the identity of toluene and naphthalene (the pink trace), while the FID detects all of the peaks (the blue trace). The column with the greatest resolution for all four components was the JASCO bare silica column. It should be noted that the Daiso columns do not resolve hexadecane and cyclohexane; however, the separation was significantly improved when a pore size of 60 Å was used compared to the resolution obtained using a 100 Å pore size. It should also be noted that pore size is inversely proportional to surface area, generally as pore size decreases surface area increases.
In Figure 2 the back pressure was set at 250 bar and a simplified three component test mix employed. Figure 2 shows the significant difference between the Princeton 30 Å and Princeton 60 Å, with the separation of hexadecane and cyclohexane dramatically improved. The increased separation performance from a smaller pore size and the increase in surface area on both Princeton columns and Daiso columns, suggested that pore size and surface area have a significant effect on the separation [4]. The surface area is 350 m2/g for a 100 Åcolumn, 500 m2/g for a 60 Å column and 700 m2/g for a 30 Å column. This increase in surface area would explain the improvement in separation efficiency for bare silica columns. The surface area for the Halo HILIC columns was 150 m2/g and the Phenomenex Kinetex®HILIC was 200 m2/g. The much smaller surface area of the HILIC columns may be the reason for the significant lack in performance for this separation.
Only the Princeton 30 Å and the JASCO columns showed separation of hexadecane and cyclohexane, and were further evaluated at additional back pressure pressures. As the resolution of hexadecane and cyclohexane increased with the back pressure set to 200 bar compared to 120 bar, the separation was run at 150 bar and 250 bar to confirm that higher pressure led to a better separation. An increase in back pressure to 250 bar resulted in improved resolution between hexadecane and cyclohexane as shown in Figure 3. Higher pressures however, led to a decrease in resolution between the saturates (hexadecane and cyclohexane) and the aromatics (toluene and naphthalene).
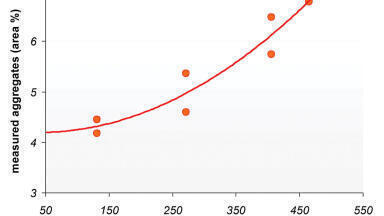
The retention time increase with the increase in back pressure for both hexadecane is shown in Figure 4. The same trend was exhibited for cyclohexane on the JASCO silica column. However, the magnitude of increased retention time was different for each back pressure. Hexadecane at 100 bar eluted at 1.54 minutes and had poor peak shape, while cyclohexane eluted earlier at 1.46 minutes (data not shown). The peak shape sharpened as the back pressure is increased for hexadecane, but the retention time only increased to 1.64 minutes at 300 bar compared to cyclohexane elution at 1.70 minutes. These two compounds when in the same mixture would show elution order reversal illustrating the importance of the back pressure.
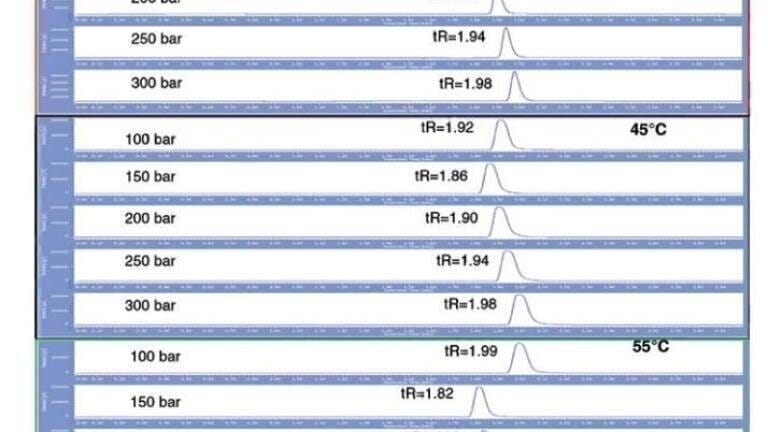
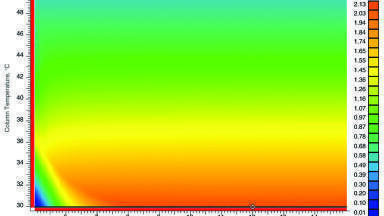
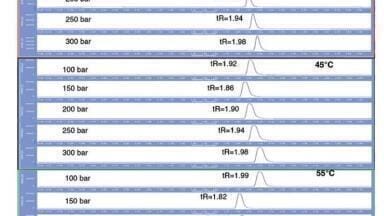
The retention behavior of toluene at various pressures and temperatures on the JASCO silica column is shown in Figure 5. The retention time remains constant between 35°C and 45°C with the exception of 100 bar back pressure yielding a slightly longer retention. Although the retention times were constant, the peak shape was sharper at 35°C. At 45°C and 55°C the peak shape was broader, but the retention time decreased slightly, with the exception of 100 bar where the retention time increased. The density plot of CO2 shown inFigure 6 was for the chromatographic conditions in Figure 4 andFigure 5. The density was 0.77g/cm3 for both hexadecane and cyclohexane and 0.87g/cm3 for toluene. The CO2 density at 35°C was higher than the density of hexadecane and cyclohexane at all of the pressures run in Figure 4 except at 100 bar. At 100 bar the density of CO2 was 0.7 g/cm3 which may contribute to the broad peak shape and shorter retention. Similarly the broad peak shape at 45°C and 55°C could be due to a decrease in solubility at lower CO2 densities for toluene as well. A significant density difference was seen at 100bar for 45°C and 55°C as the density dropped to 0.507 g/cm3 and 0.337 g/cm3 respectively yielding retention times outside the trend at higher back pressures. The same data set was repeated using benzene as the sample showing the exact same retention behavior. With benzene, the peak broadening was also evident at 45°C and 55°C compared to 35°C, but was less significant.
Toluene was then run at the same back pressures and temperatures as shown in Figure 5, but with the mobile phase of 90% CO2:10% methanol. The trend was identical to that observed at 100% CO2, increased retention with increased back pressure, including the 100 bar data point. The retention time, unlike when 100% CO2 was employed, was the shortest at 100 bar and the slight peak broadening observed at 45°C and 55°C disappeared. Toluene under the same conditions also had longer retention as the temperature was increased from 35°C to 45°C to 55°C. At 10% methanol, the critical temperature of the mixture is about 65°C [5]. This means that all of the runs were below the critical temperature producing a different temperature-retention time trend when compared to the runs utilizing 100% CO2, which were above the critical temperature of 31°C with the exception of 100 bar.
At 100 bar the retention time didn’t follow the trend when the mobile phase was 100% CO2 with toluene having a longer retention time as the temperature increased from 35°C to 45°C to 55°C. Suggesting that there was a significant difference in the mobile phase (100% CO2) density at 100 bar for 35°C and 55°C producing very different retention times. The presence of 10% methanol, in the liquid phase, inhibited the same density change leading to retention times that follow the trends seen at higher pressures resulting in 100 bar producing the shortest retention time.
Naphthalene showed a more typical retention behavior with higher pressures yielding shorter retention contrary to hexadecane, cyclohexane and toluene. This led to a compromise in the back pressure for the best overall separation.
After the optimal column and operating conditions for separation of the saturates and aromatics were determined, the temperature and pressure was applied to test the ASTM D6550 procedure. The ASTM method describes analysis of gasoline through the separation of the saturates, aromatics and olefins and employs a silica column for the separation of the saturates and aromatics and a silver column for the trapping and elution of the olefins using column switching. The objective of this ASTM method is to determine the percent of olefins.
CO2 Flow Rate: 3 mL
Injection: 0.5 µL
Column Temp: 35 °C
Silica Column: JASCO SIL-PA 4.6x250 mm, 5 µm, x2
Silver Column: JASCO Silver 4.6x50 mm,
5 µm
Back Pressure: 100 bar
FID Temperature: 350 °C
FID Oven Temp: 200 °C
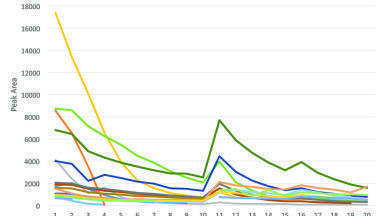
The overlay of 20 injections of the 25% olefin standard is shown inFigure 7. The overlay of the olefin peak of the various standards, 1.0%, 3.5%, 6.0%, 8.5%, 12.0%, 17.0% and 25%, is shown in Figure 8 and the corresponding calibration curve from those standards is also shown. The linearity of the calibration curve had a correlation coefficient (R) of 0.997.
Conclusion
This ASTM D6550 optimization has not only illustrated how the unique parameter of back pressure plays a significant role in retention time, but also how it can be utilized to optimize a separation when resolution is minimal. Hexadecane, cyclohexane and toluene were more retained at higher pressures, but higher temperatures had the opposite effect on retention and also led to peak broadening. These significant effects from back pressure and temperature provide a user the ability to tune a separation depending on the class of compounds which they are looking to maximize the resolution. The pore size is a very significant factor in the separation efficiency of a column for the separation of saturates and aromatics. The increase in surface area using the smaller pore size columns drastically improved the separation.
The requirements of ASTM 6550 for both repeatability and reproducibility have been met by the optimization of column selection, back pressure and temperature.
References
1.
ASTM D5186-03, “Standard Test Method for Determination of Aromatic Content and Polynuclear Aromatic Content of Diesel Fuels by Supercritical Fluid Chromatography” ASTM Volume 05.02 Petroleum Products, Liquids Fuels and Lubricants (II): D3711 – D6122, 2014.
2.
ASTM D6550-10 “Standard Test Method for Determination of Olefin Content of Gasolines by Supercritical-Fluid Chromatography” ASTM Volume 05.03 Petroleum Products, Liquids Fuels and Lubricants (III): D6138-D6971, 2014.
3.
A. Tarafder and G. Guiochon, J. Chromatogr. A 1265, 165–175 (2012).
4.
J.W. Caldwell, W.B. Caldwell, G.K. Webster, and Z. Wang, p65-96, Supercritical Fluid Chromatography, Advances And Applications in Pharmaceutical Analysis, edited by G.K. Webster, CRC Press, 2014.
5.
J.Wang., et. al., J. Chem. Eng. Data 2003, 48, 1610-1613.



















-(1).jpg)